18336065555
18336065555
主页 > 振动给料机>电磁振动给料机的安装及调试 >
发布时间:2020-10-20
温馨提示:如果您有什么问题,可直接咨询我们的在线客服,您还可以直接拨打电话与我们联系,我们期待您的来访。
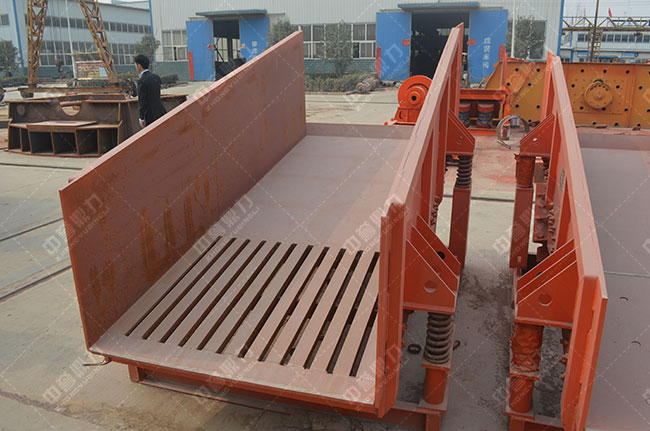
电磁振动给料机的原理相对较简要,凡是在了解其工作以及构造原理,在理论指导下,结合实际维护经验就能做好电磁振动给料机的维护以及调试,本文尤为重要讲解该设备的安装调试小技巧。
1.电磁振动给料机系列电振机均为悬挂式安装,其中震动器的悬挂吊秆应垂直吊挂,为了缩小诶料机的横向摆动,喂料槽悬挂吊杆应向外张开10°布置,4个悬挂吊秆应吊挂在拥有尽可能能刚度的构造上,针对大型喂料机为了维护以及改换料槽方便,应布置移动滑架。
2.安装时通常不应拆卸安装,安装后的喂料机周围应有的游动空间,使喂料机位于自由状况。
3.安装后的喂料机横向应程度,免得喂料机作业时物料向一侧偏移。
4.按控制原理图做出接线,并做出接地守护。
5.安装完的喂料机在试运转前松开检修时用的联接叉定位螺钉,接着用螺母锁紧。

电磁振动给料机的调整、调试尤为重要是电磁铁铁芯空间的调整,双质点联接弹簧板组的调整、调试。
电磁振动给料机中铁芯与衔铁间气隙的大小直接形成喂料机的长时间工作,如调整不当,轻者使电流加大、振动幅度减小以及无法正常运转,严重者将出现铁芯受击而导致铁芯以及线圈的破坏,因此时常性的对气隙做出查看以及调整是保障运转的重要条件,气隙的调整方法:当运用检修螺杆调整好联接叉位置后,就可开始调整气隙大小,通常气隙调整到1.9~2.2毫米左右,为了调整方便可在调整前自制几块规范塞块,这样调整时就可直接利用塞块做出调整,后紧固并加上防松螺母。
料槽的振动幅度大小有两大原因:一是喂料机电磁激振力的大小、频率,二是喂料机本身的自振频率,依据设备震动的谐振原理可知,只有当喂料机的自振频率与电磁铁的激振频率临近发生共振时,料槽的振动幅度很大,通常都将调谐值选择在0.85~0.9的范围,工作实验表明当调谐值低于范围值时,喂料机的传送能力,振动幅度较小,高于此范围值时,喂料机的工作状况在不稳定范围,调谐值是历经调整双质点联接弹簧板组的刚度来做出调整。

双质点弹簧板组的调整方法:在整机调整工作到气隙调整结束后,就可开始弹簧板组刚度的调整,松开检修螺杆,接通控制电源,在慢慢增加工作电流的此时,查看设在电磁振动给料机上的振动幅度指示牌的指示值,当电流顺应很大值,而振动幅度达不到很大值时,可把弹簧板组的顶紧螺栓稍做松动,这时如振动幅度注入、工作电流,则表明弹簧刚度偏大,应缩小簧片的块数以缩小刚度,反之就应增加板簧数以加强整体刚度,总而言之凡是重复仔细的调整就可顺应佳调谐值。
相关新闻/NEWS
已有632人成功参与
细节问题可微信交流:18336065555




